Pagina Iniziale > Prodotti > Tecnologie Heat Sink > Dissipatore di calore con finiture incollate


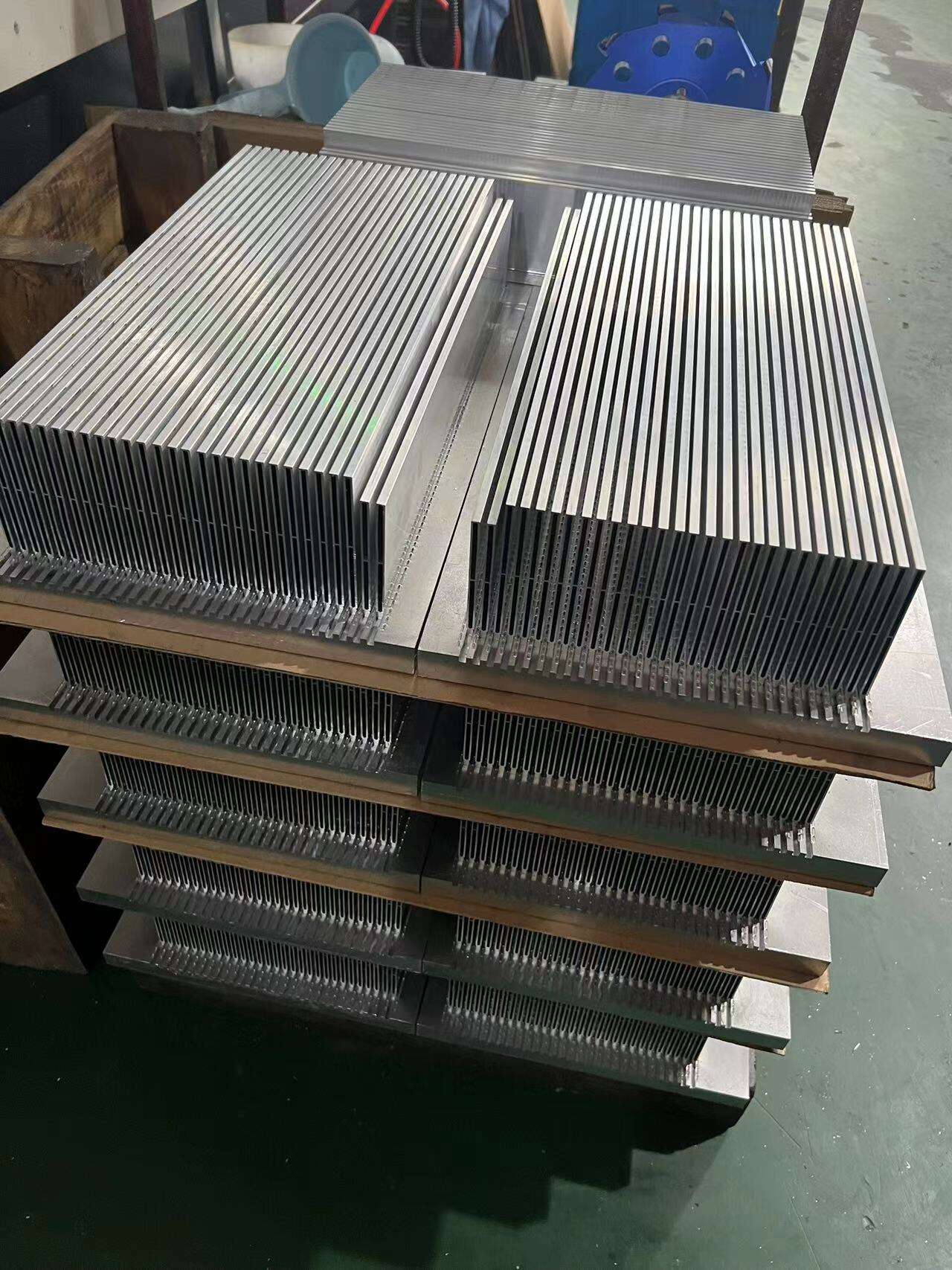


Il dissipatore alettato saldato, comunemente indicato in cinese come dissipatore con alette saldate o dissipatore alettato incollato, è un tipo di dissipatore che integra singole alette di raffreddamento con una piastra di base attraverso processi specializzati. Svolge un ruolo fondamentale nelle applicazioni di gestione termica ad alte prestazioni.
Come suggerisce il nome, il cuore della tecnologia Bonded Fin risiede nel processo di "incollaggio" o "saldatura":
1. Brasatura
· Processo: innanzitutto, singole alette metalliche (tipicamente in alluminio o rame) vengono disposte con precisione sulla piastra di base utilizzando dispositivi di fissaggio o stampi. Successivamente, si posiziona una lega di brasatura (con punto di fusione inferiore rispetto al materiale di base) nei punti di contatto tra la piastra e le alette. Infine, l'insieme viene riscaldato in un forno per brasatura a atmosfera controllata, provocando la fusione del materiale di brasatura che riempie i vuoti tramite azione capillare. Una volta raffreddato, si forma un solido collegamento metallurgico.
· Caratteristiche: Questo è il processo di lamelle collegate più comune e affidabile, che garantisce un'elevatissima resistenza dell'incollaggio e un'eccellente conducibilità termica.
2. Incollaggio con resina epossidica
· Procedimento: Adesivo epossidico ad alta conducibilità termica incolla le alette al substrato.
· Caratteristiche: Temperatura di lavorazione bassa e costo relativamente contenuto. Tuttavia, esistono due svantaggi principali: innanzitutto, la resistenza termica dell'adesivo è significativamente più elevata rispetto a quella del metallo, compromettendo la conducibilità termica complessiva. In secondo luogo, un funzionamento prolungato a temperature elevate può comportare rischi di invecchiamento o guasti. Per questo motivo, viene utilizzato principalmente in applicazioni senza requisiti estremi di prestazioni.
3. Altri procedimenti: Esistono metodi come la saldatura per attrito rotante, ma sono meno diffusi rispetto alla brasatura.
Vantaggi:
1. Eccezionale flessibilità progettuale e rapporto dimensionale delle alette
· Le alette possono essere realizzate estremamente sottili, alte e ravvicinate, offrendo una superficie di dissipazione del calore molto elevata all'interno di un'area di base limitata. Questo rappresenta il principale vantaggio rispetto ai processi di estrusione.
· Consente la realizzazione di alette più alte rispetto ai processi di forgiatura a freddo.
2. Prestazioni termiche superiori
· Il legame metallico creato dalla brasatura presenta una resistenza termica estremamente bassa, paragonabile a quella delle strutture monoblocco. Il calore viene condotto in modo efficiente dalla piastra di base fino alle estremità delle alette.
3. Combinazione flessibile di materiali
· Sono possibili combinazioni con base in rame e alette in alluminio. L'elevata conducibilità termica del rame assorbe rapidamente il calore, mentre il peso ridotto e il costo contenuto dell'alluminio permettono una dissipazione ampia ed efficace, ottenendo un equilibrio ottimale tra prestazioni e costo. Questo risultato è difficile da raggiungere con altri processi.
4. Geometrie diverse
· Le forme delle alette non sono limitate a linee rette; possono essere progettate con profili ondulati, a spillo o altre forme per ottimizzare il flusso d'aria e l'efficienza di dissipazione del calore.