Domovská stránka > Produkty > Technologie Dissipátorů > Vyextrudovaný hliníkový teplovod
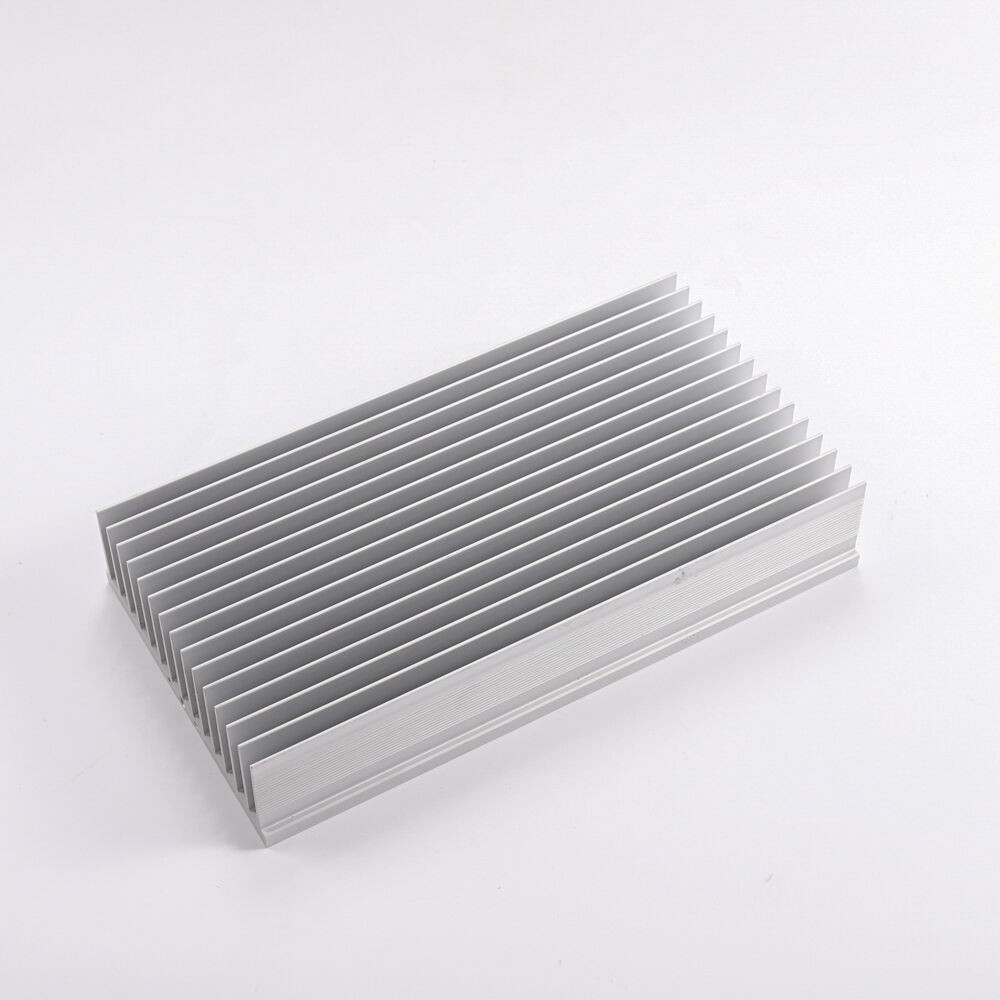




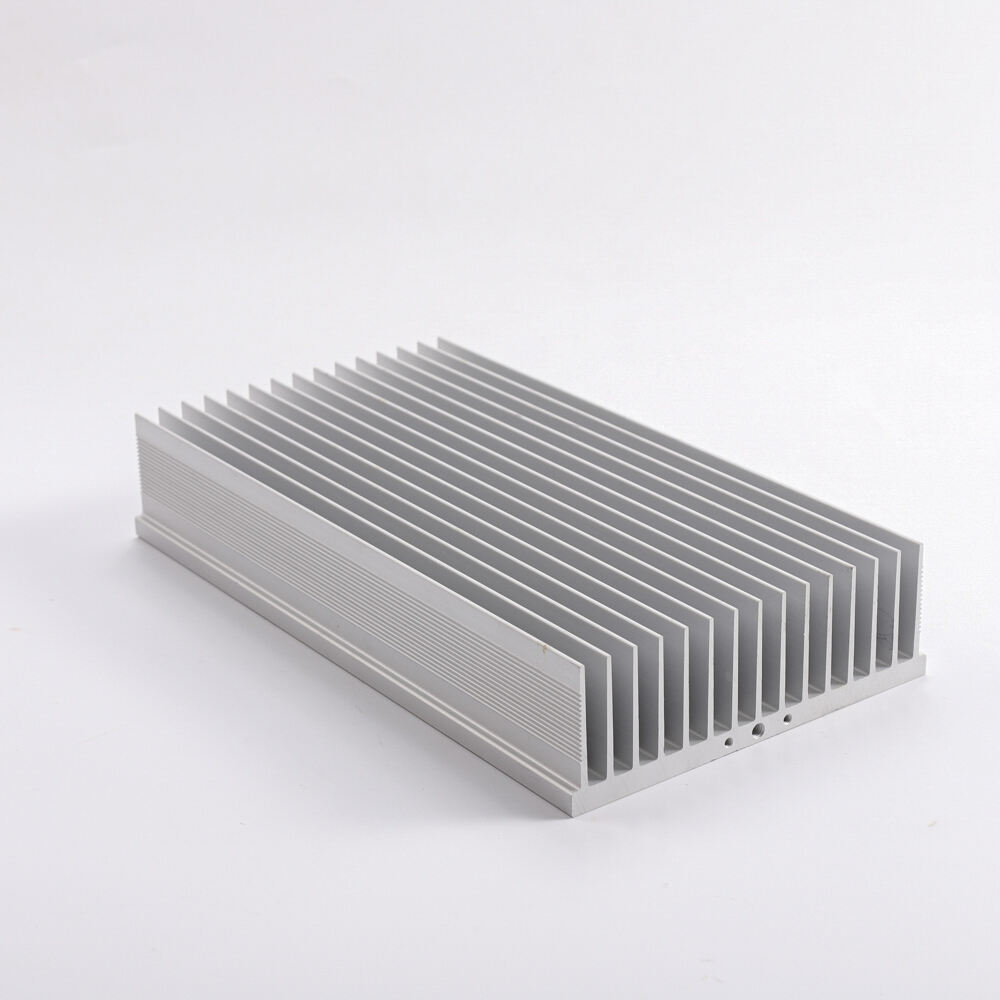
Vytlačované chladiče, jak název napovídá, jsou vyráběny procesy tváření kovu za tepla. Díky zralým výrobním technikám, nízkým nákladům a spolehlivému výkonu se staly absolutní dominantou v řešeních tepelného managementu elektronických zařízení.
I. Základní výrobní proces: Horké tvarování tlačením
1. Výchozí materiál: Obvykle tyče z hliníkové slitiny s vynikající tepelnou vodivostí, nejčastěji slitina hliníku 6063, která nabízí dobrý poměr mezi tepelnou vodivostí, pevností a vlastnostmi při tvarování tlačením.
2. Ohřev: Tyč z hliníku je ohřáta na plastickou teplotu 400–500 °C.
3. Tlačení: Ohřátá hliníková tyč je vložena do tlačného lisu a pod velkým tlakem protlačena skrz matrici s konkrétním průřezovým tvarem.
4. Tváření a řezání: Nepřetržitý extrudovaný profil s průřezem chladiče je tažen na chladicí stůl, kde ztuhne, a poté je narezán na požadované délky.
5. Dopošťování: Konečné kroky zahrnují ořezávání, CNC obrábění rovinných ploch, vytváření závitů do děr a povrchové úpravy (např. eloxování) pro výrobu hotového výrobku.
Vlastnosti procesu: Tato metoda umožňuje vysoce efektivní, nepřetržitou výrobu extrudovaných profilů s komplexními tvary žeber při extrémně nízkých nákladech.
II. Klíčové vlastnosti a výhody/nevýhody
Výhody:
1. Nízké náklady: To je jeho největší výhoda. Jakmile je forma vyvinuta, může být hromadná výroba prováděna s výjimečnou efektivitou, což vede k velmi nízkým nákladům na jednotku.
2. Robustní a trvanlivá konstrukce: Celý chladič tvoří monolitická kovová jednotka bez spojovacích ploch, což zajišťuje vysokou mechanickou pevnost, vynikající spolehlivost a dlouhou životnost.
3. Krátký výrobní cyklus a vysoká účinnost: Ideální pro standardizovanou a velkosériovou výrobu.
4. Vynikající tepelná vodivost: Hliníková slitina má od přirozenosti silné schopnosti přenosu tepla, efektivně přenáší teplo ze zdroje na žebra.
5. Flexibilita návrhu: Změnou forem lze vyrábět chladiče různých rozměrů, tvarů žeber a hustoty žeber, aby byly splněny rozmanité požadavky.