Startpagina > Producten > Warmtebedding Technologieën > Geëxtrudeerde aluminium koolschijf
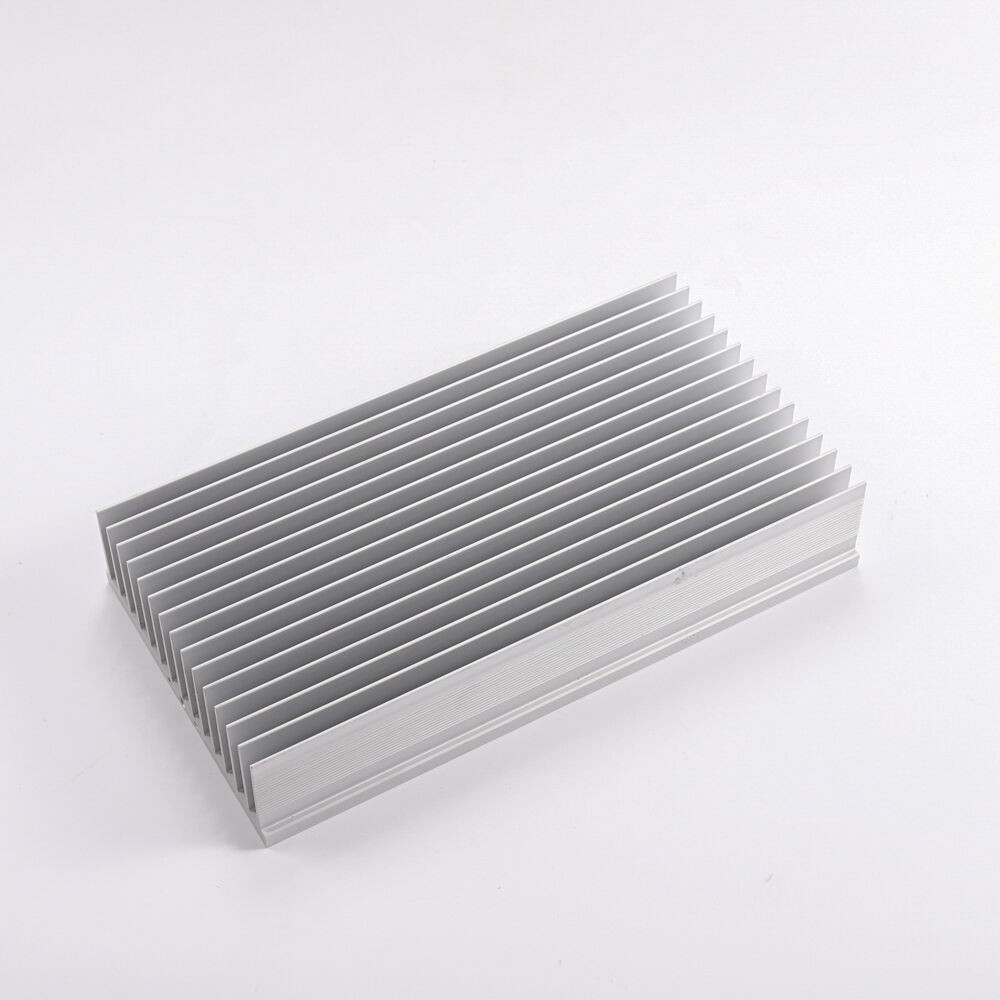




Geëxtrudeerde koellichamen worden, zoals de naam al aangeeft, vervaardigd via metalen extrusieprocessen. Dankzij hun geavanceerde productietechnieken, lage kosten en betrouwbare prestaties zijn ze uitgegroeid tot de absolute hoofdrolspeler in thermische beheersoplossingen voor elektronische apparaten.
I. Kernproductieproces: Warme extrusie
1. Grondstof: Meestal aluminiumlegeringsstaven met uitstekende warmtegeleidingscapaciteit, veelal 6063-aluminiumlegering, die een goed evenwicht biedt tussen warmtegeleiding, sterkte en extrusieprestaties.
2. Verhitting: De aluminiumstaaf wordt verhit tot een plastische temperatuur van 400-500°C.
3. Extrusie: De verhitte aluminiumstaaf wordt in een extrusiepers gevoerd en onder hoge druk door een matrijs met een specifieke dwarsdoorsnede gedwongen.
4. Vormen en Snijden: De continue geëxtrudeerde strip met de radiator dwarsdoorsnede profiel wordt getrokken naar een koelbed om te stollen, en vervolgens op de gewenste lengten gesneden.
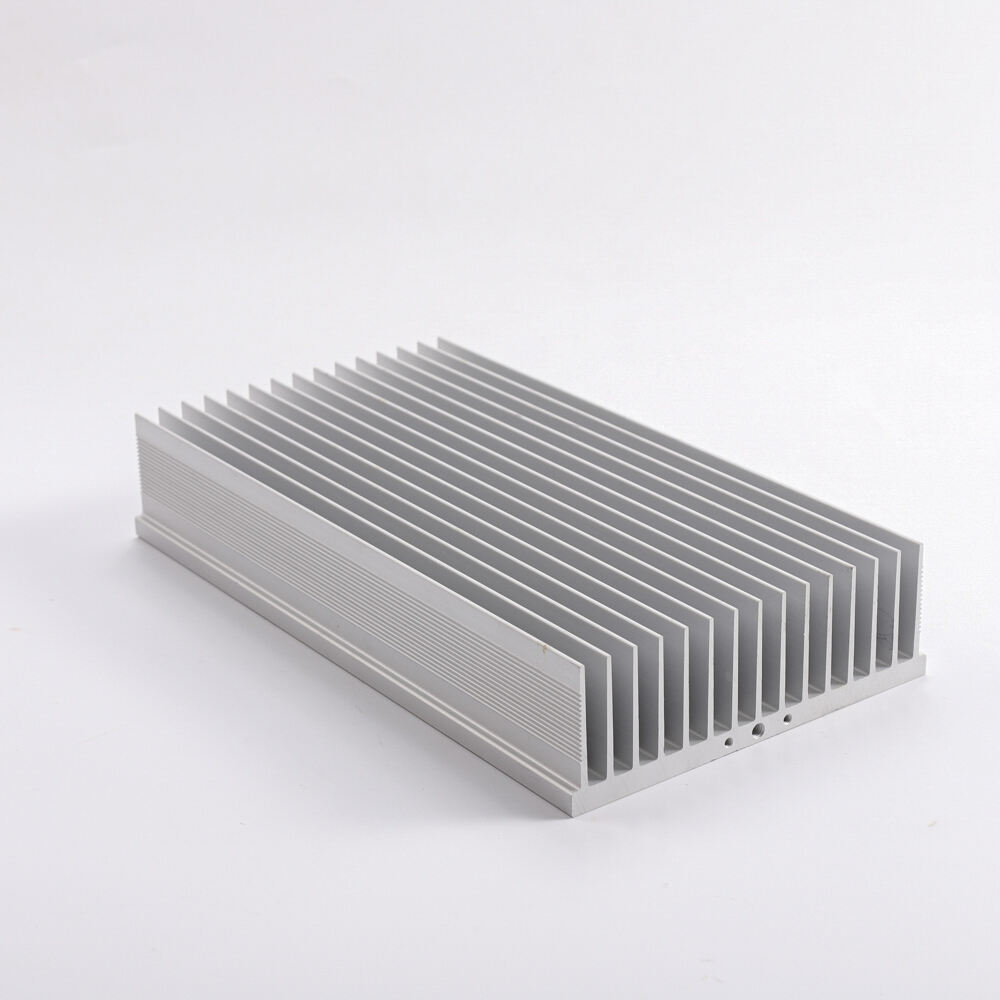
5. Nabewerking: De laatste stappen omvatten bijsnijden, CNC-bewerking van basisvlakken, het aanbrengen van schroefdraad in gaten, en oppervlaktebehandelingen (bijvoorbeeld anodiseren) om het eindproduct te produceren.
Proceskenmerken: Deze methode maakt een zeer efficiënte, continue productie van geëxtrudeerde profielen met complexe lamellenvormen mogelijk tegen extreem lage kosten.
II. Belangrijke Kenmerken en Voordelen/Nadelen
Voordelen:
1. Lage Kosten: Dit is de grootste sterke kant. Zodra de mal is ontwikkeld, kan massaproductie uiterst efficiënt plaatsvinden, wat resulteert in zeer lage kosten per eenheid.
2. Robuuste en Duurzame Structuur: De gehele radiator is een monolithische metalen eenheid zonder verbindingsvlakken, wat zorgt voor hoge mechanische weerstand, uitzonderlijke betrouwbaarheid en een langere levensduur.
3. Korte productiecyclus en hoge efficiëntie: Ideaal voor gestandaardiseerde en hoogvolume productie.
4. Uitstekende warmtegeleiding: Aluminiumlegering beschikt van nature over sterke warmteoverdrachtsmogelijkheden, waardoor warmte effectief van de bron naar de lamellen wordt afgevoerd.
5. Ontwerpvrijheid: Door het wisselen van mallen kunnen warmtewisselaars van verschillende maten, vinnen vormen en vinnendichtheden worden geproduceerd om aan uiteenlopende eisen te voldoen.