ホームページ > 製品 > ヒートシンク技術 > 押出アルミニウム製ヒートシンク
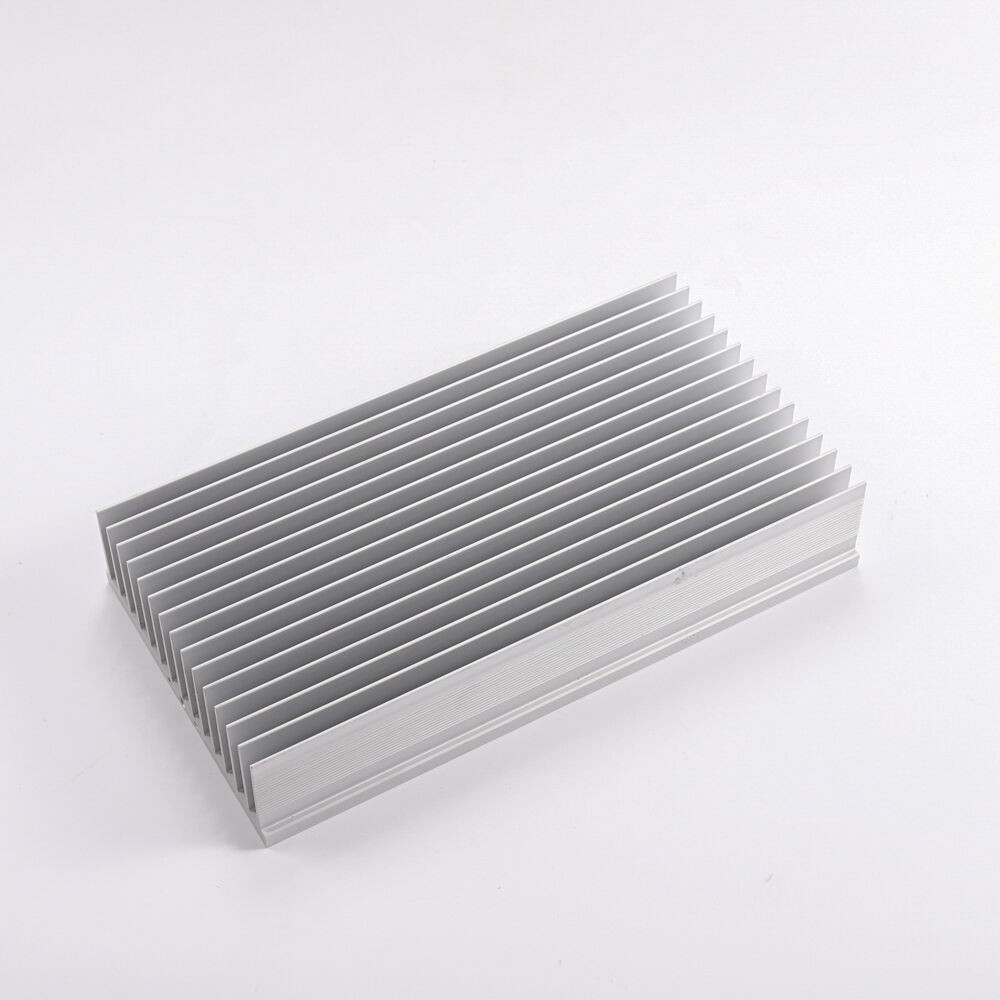




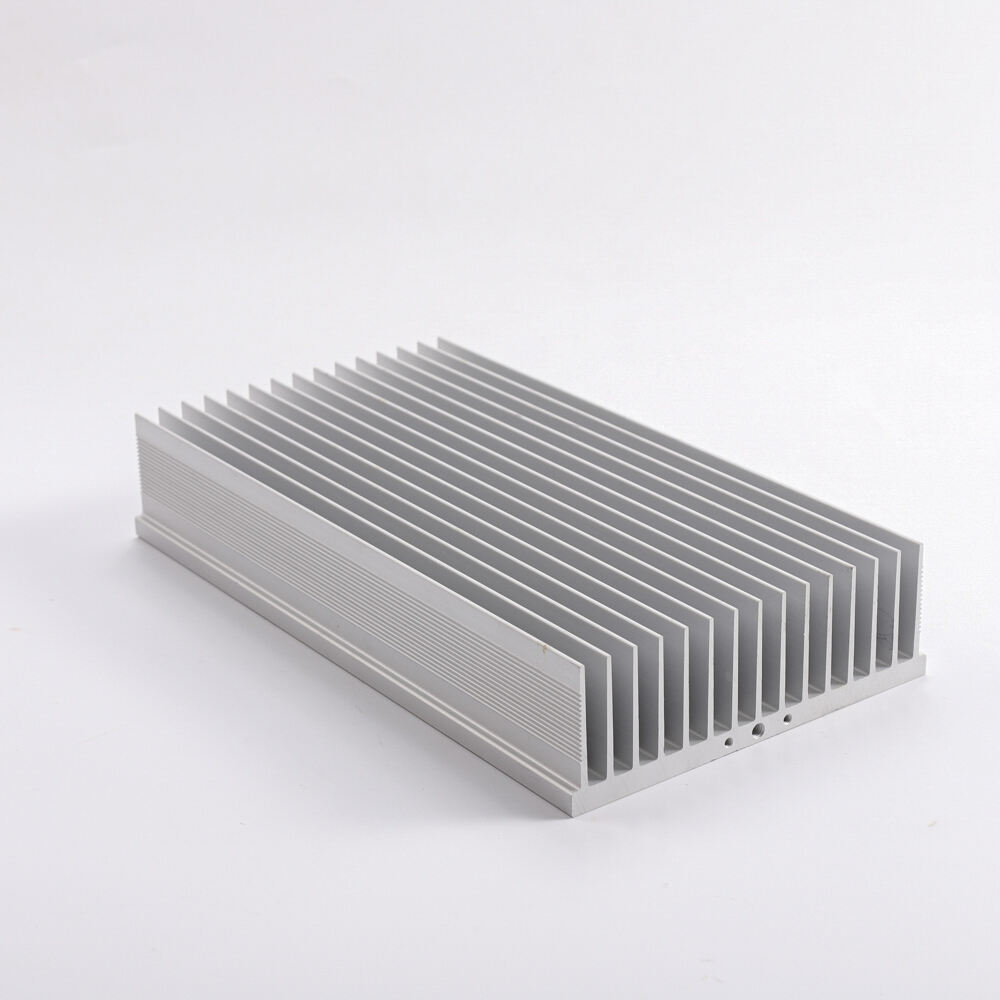
押出ヒートシンクはその名前が示す通り、金属の押出成形プロセスによって製造されます。成熟した生産技術、低コスト、信頼性の高い性能を持つことから、電子機器の熱管理ソリューションにおいて圧倒的に主流となっています。
I. 核心製造工程:熱間押出
1. 原材料:通常、熱伝導性に優れたアルミニウム合金の棒材を使用します。最も一般的なのは6063アルミニウム合金で、熱伝導性、強度、押出成形性のバランスが良好です。
2. 加熱:アルミニウム棒を400〜500°Cの可塑状態まで加熱します。
3. 押出:加熱されたアルミニウム棒を押出機に投入し、大きな圧力で特定の断面形状を持つ金型を通して押し出します。
4. 成形および切断:ラジエータの断面形状を持つ連続押出ストリップを冷却ベッドに引き込み、固化した後、所定の長さに切断します。
5. 後処理工程:最終工程にはトリミング、ベース面のフライス加工、ねじ穴のタッピング、および表面処理(例:陽極酸化処理)が含まれ、完成品が製造されます。
工程の特徴:この方法により、複雑なフィン形状を持つ押出成形品を非常に低コストで、高効率かつ連続的に生産することが可能になります。
II. 主な特徴および利点/欠点
利点:
1. 低コスト:これが最大の強みです。金型開発後は、極めて高い効率で量産が可能となり、単価を非常に低く抑えることができます。
2. 堅牢で耐久性のある構造:ラジエータ全体が一体構造の金属製であるため、接合部が存在せず、高い機械的強度と優れた信頼性、長寿命を確保できます。
3. 短い生産サイクルと高い効率:標準化された大量生産に最適です。
4. 優れた熱伝導性:アルミニウム合金は元来優れた放熱性能を持っており、発熱源からの熱をフィンへ効果的に伝達できます。
5. 設計の柔軟性:金型を変更することで、さまざまなサイズ、フィン形状、フィン密度のヒートシンクを製造でき、多様な要求に対応可能です。