Strona Główna > Produkty > Technologie Promieniowania Ciepła > Wyeksporowany aluminiowy radiator
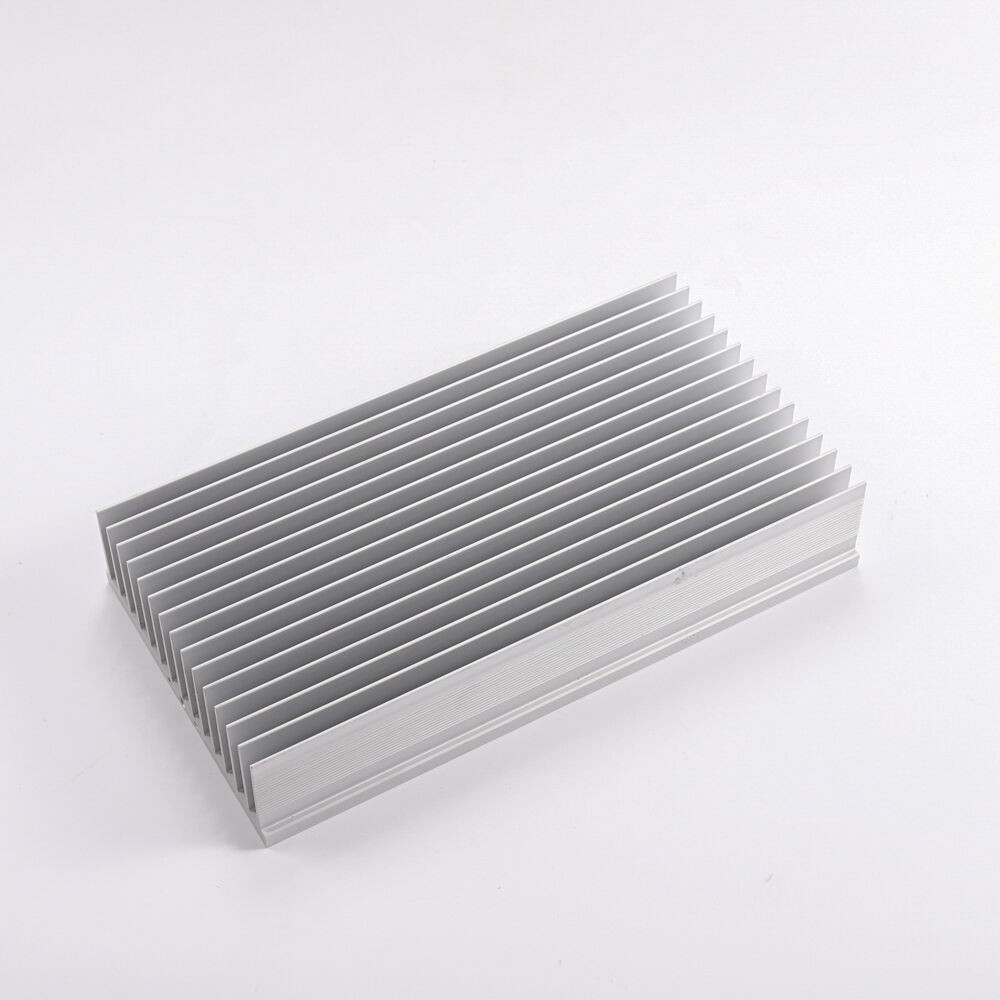




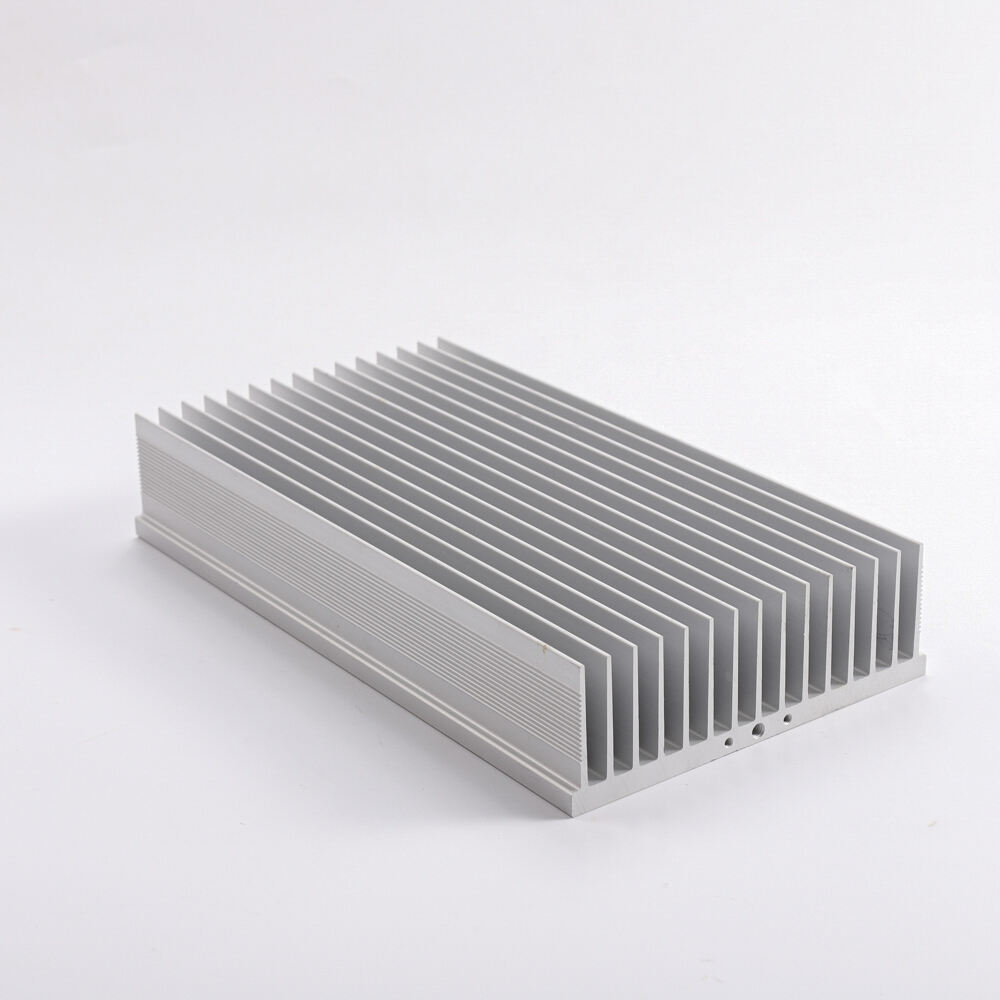
Radiany wytłaczane, jak sama nazwa wskazuje, są wytwarzane metodą wytłaczania metali. Dzięki dojrzałym technikom produkcji, niskim kosztom oraz niezawodnej wydajności stały się podstawowym rozwiązaniem w zarządzaniu ciepłem w urządzeniach elektronicznych.
I. Podstawowy proces produkcyjny: wytłaczanie na gorąco
1. Surowiec: zazwyczaj pręty ze stopu aluminium o doskonałej przewodności cieplnej, najczęściej stop aluminium 6063, który oferuje dobry kompromis między przewodnością cieplną, wytrzymałością a właściwościami wytłaczania.
2. Nagrzewanie: Pręt aluminiowy jest nagrzewany do temperatury plastycznej wynoszącej 400–500°C.
3. Wytłaczanie: Nagrzany pręt aluminiowy jest wprowadzany do prasy wytłaczarskiej i wtłaczany pod dużym ciśnieniem przez matrycę o określonym przekroju poprzecznym.
4. Formowanie i cięcie: Ciągła wytłaczana taśma o przekroju radiatora jest transportowana na stół chłodniczy w celu utwardzenia, a następnie cięta na wymagane długości.
5. Przetwarzanie końcowe: Ostatnie etapy obejmują przycinanie, obróbkę CNC powierzchni podstawowych, gwintowanie otworów oraz obróbkę powierzchniową (np. anodowanie) w celu uzyskania gotowego produktu.
Charakterystyka procesu: Ta metoda umożliwia wysoce efektywną, ciągłą produkcję profili wytłaczanych o złożonych kształtach żeber przy bardzo niskim koszcie.
II. Kluczowe cechy oraz zalety/wady
Zalety:
1. Niski koszt: To jego największa zaleta. Po opracowaniu formy produkcja seryjna może być prowadzona z wyjątkową efektywnością, co skutkuje bardzo niskim kosztem jednostkowym.
2. Wytrzymała i trwała konstrukcja: Cały radiator stanowi monolityczną metalową całość bez połączeń, zapewniając wysoką wytrzymałość mechaniczną, wyjątkową niezawodność oraz długą żywotność.
3. Krótki cykl produkcji i wysoka wydajność: Idealny dla standaryzowanej i masowej produkcji.
4. Doskonała przewodność cieplna: Stop aluminium charakteryzuje się silnymi możliwościami przewodzenia ciepła, skutecznie przenosząc je ze źródła do żeber.
5. Elastyczność projektowania: Poprzez zmianę form można wytwarzać chłodniki o różnych rozmiarach, kształtach żeberek oraz gęstości żeber, aby spełnić różnorodne wymagania.