صفحه اصلی > محصولات > تکنولوژی های رادیاتور > دیسیپاتور گرما از آلومینیوم استخراج شده
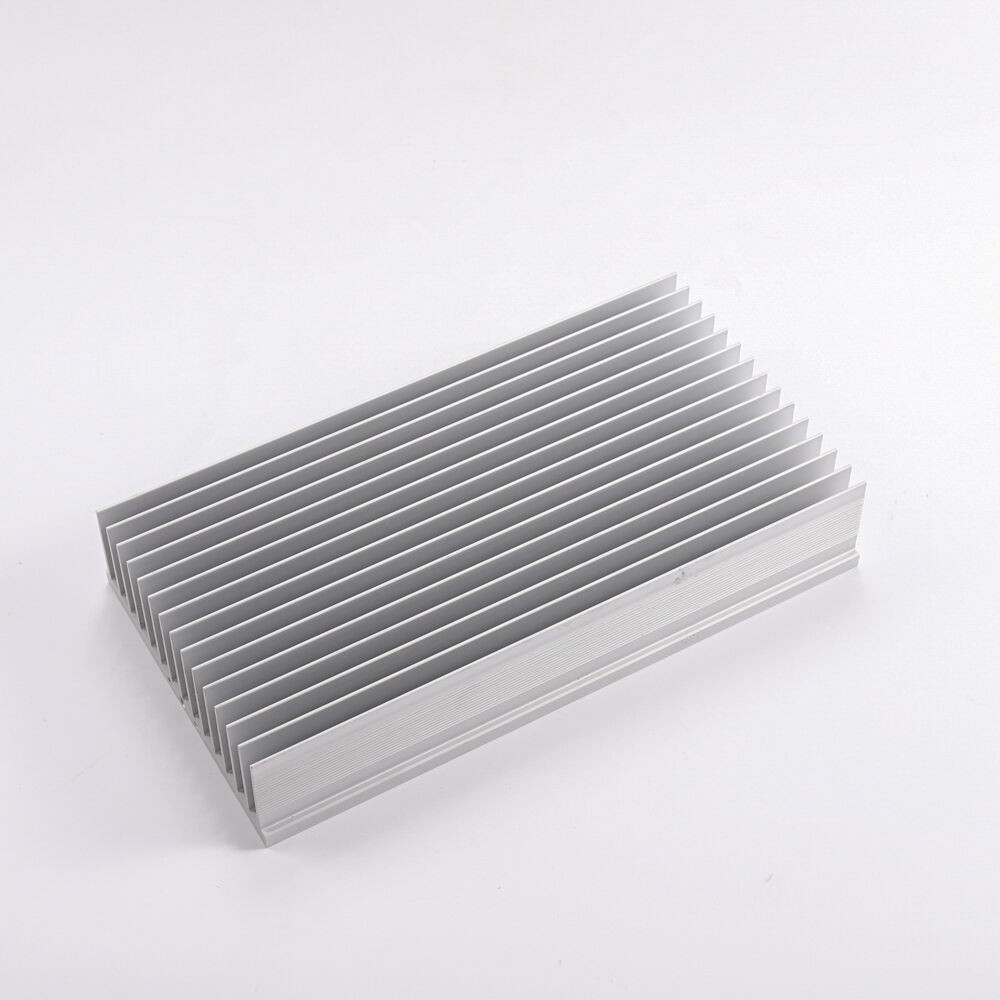




هیت سینکهای اکستروود، همانطور که از نامشان پیداست، با فرآیند شکلدهی اکستروژن فلز تولید میشوند. با توجه به تکنیکهای بالغ تولید، هزینه پایین و عملکرد قابل اعتماد آنها، این محصولات به عامل اصلی و غالب در راهحلهای مدیریت حرارتی دستگاههای الکترونیکی تبدیل شدهاند.
I. فرآیند اصلی ساخت: اکستروژن گرم
1. مواد اولیه: میلههای آلیاژ آلومینیوم با هدایت حرارتی عالی که معمولاً از نوع آلیاژ 6063 هستند؛ این آلیاژ تعادل خوبی بین هدایت حرارتی، استحکام و عملکرد اکستروژن ارائه میدهد.
2. گرمایش: میله آلومینیومی به دمای پلاستیکی حدود 400 تا 500 درجه سانتیگراد گرم میشود.
3. اکستروژن: میله گرمشده آلومینیومی به دستگاه پرس اکستروژن فرستاده شده و تحت فشار بسیار زیاد از داخل قالبی با شکل مقطع مشخص عبور میکند.
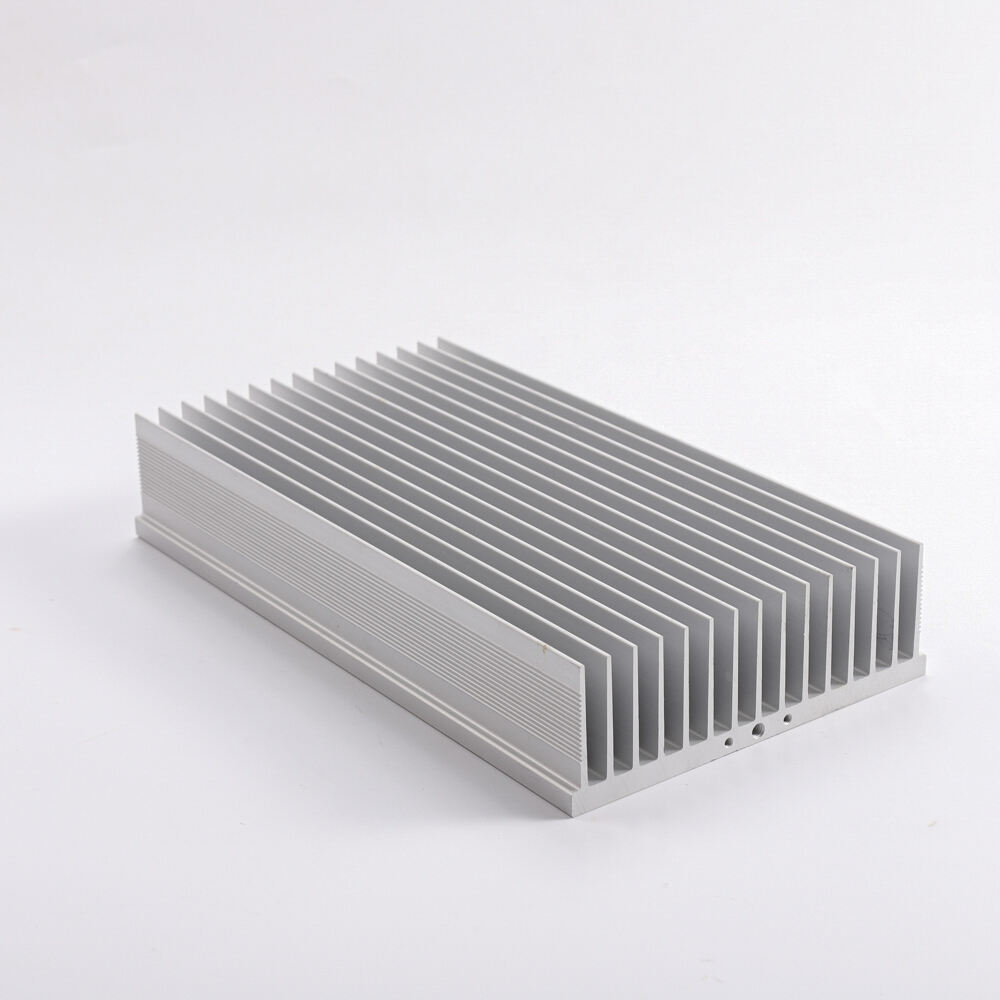
4. شکلدهی و برش: نوار مستمر اکستروژن شده با پروفیل مقطع عرضی رادیاتور به روی یک بستر خنککننده کشیده میشود تا سفت شود، سپس به طولهای مورد نیاز برش داده میشود.
5. پردازش پس از تولید: مراحل نهایی شامل اصلاح لبهها، ماشینکاری سیانسی سطوح تخت پایه، تهیه چرخه در سوراخهای رزوهدار و پوششهای سطحی (مانند آندایز) برای تولید محصول نهایی است.
ویژگیهای فرآیند: این روش امکان تولید بسیار کارآمد و پیوسته پروفیلهای اکستروژن شده با اشکال پیچیده ریب را با هزینه بسیار پایین فراهم میکند.
II. ویژگیها و مزایا/معایب کلیدی
مزایا:
1. هزینه پایین: این قابلیت بزرگترین نقطه قوت آن است. پس از ساخت قالب، تولید انبوه میتواند با کارایی بسیار بالا انجام شود که منجر به هزینه بسیار پایین به ازای هر واحد میشود.
2. ساختار مقاوم و بادوام: کل رادیاتور یک موجود فلزی یکپارچه است که هیچ سطح اتصالی ندارد و از این رو استحکام مکانیکی بالا، قابلیت اطمینان استثنایی و عمر طولانیمدت را تضمین میکند.
3. چرخه تولید کوتاه و بازدهی بالا: ایدهآل برای تولید استاندارد و حجم بالا.
4. هدایت حرارتی عالی: آلیاژ آلومینیوم بهطور ذاتی دارای قابلیتهای قوی انتقال حرارت است و بهطور مؤثر حرارت را از منبع به پرهها منتقل میکند.
5. انعطافپذیری در طراحی: با تغییر قالبها، میتوان هیت سینکهایی با اندازههای مختلف، اشکال پره و تراکم پرههای متفاوت تولید کرد تا نیازهای متنوع برآورده شود.