Etusivu > Tuotteet > Lämpöpoistoteknologiat > Purottu alumiinipöytä
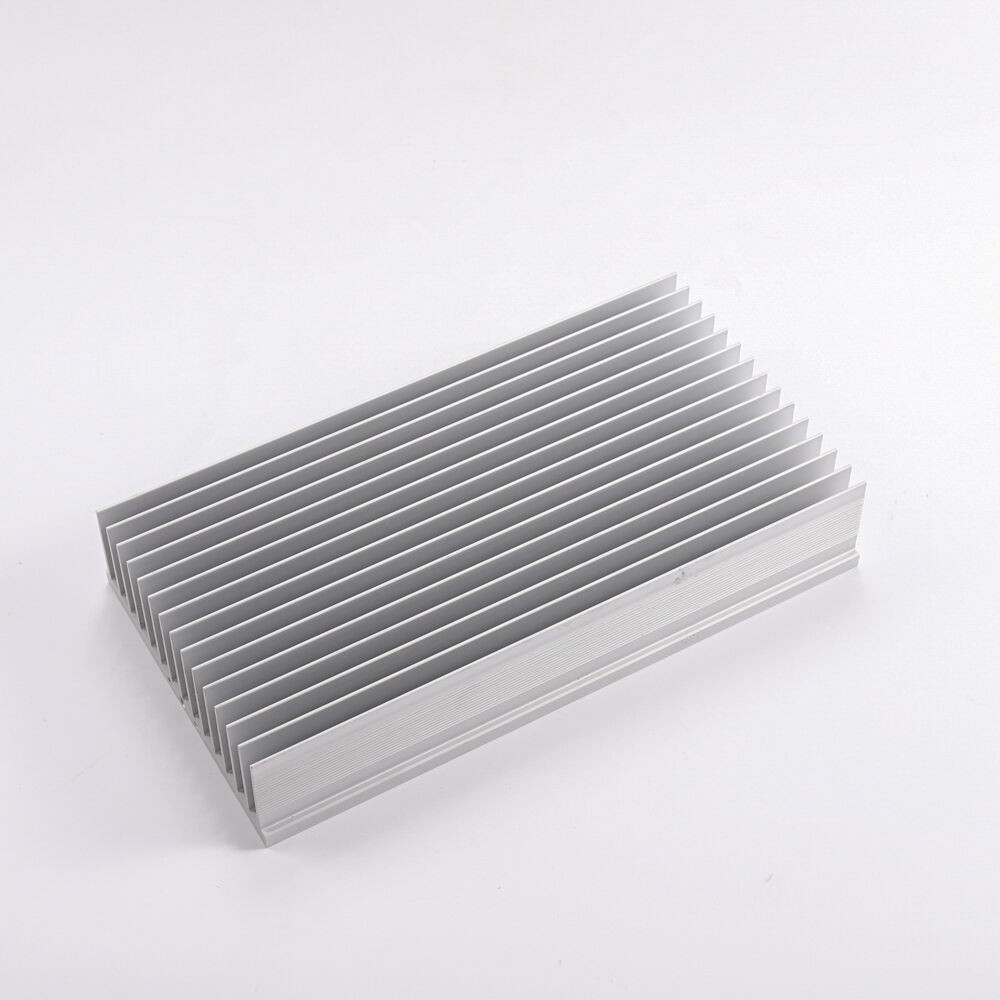




Puristetut lämpöpatterit, kuten nimestä voi päätellä, valmistetaan metallin puristusmuovauksella. Kypsien valmistustekniikkojen, alhaisen hinnan ja luotettavan suorituskyvyn ansiosta ne ovat nykyään elektronisten laitteiden lämmönhallinnan ratkaisujen ehdoton pääasiallinen osa.
I. Ydinvalmistusprosessi: Kuuma puristus
1. Raaka-aine: Yleensä alumiiniseppäsetankoa, jolla on erinomainen lämmönjohtavuus. Yleisin seos on 6063, joka tarjoaa hyvän tasapainon lämmönjohtavuuden, lujuuden ja puristusominaisuuksien välillä.
2. Lämmitys: Alumiinitanko lämmitetään muovautuvaan lämpötilaan 400–500 °C.
3. Puristus: Lämmitetty alumiinitanko syötetään puristuskoneeseen, jossa sitä painetaan suurella voimalla profiilin mukaisen muottipesän läpi.
4. Muovaus ja leikkaus: Jatkuvasti puristettu nauha, jolla on radiointiprofiili, vedetään jäähdytyspöydälle jähmettymään ja leikataan vaadituiksi pituuksiksi.
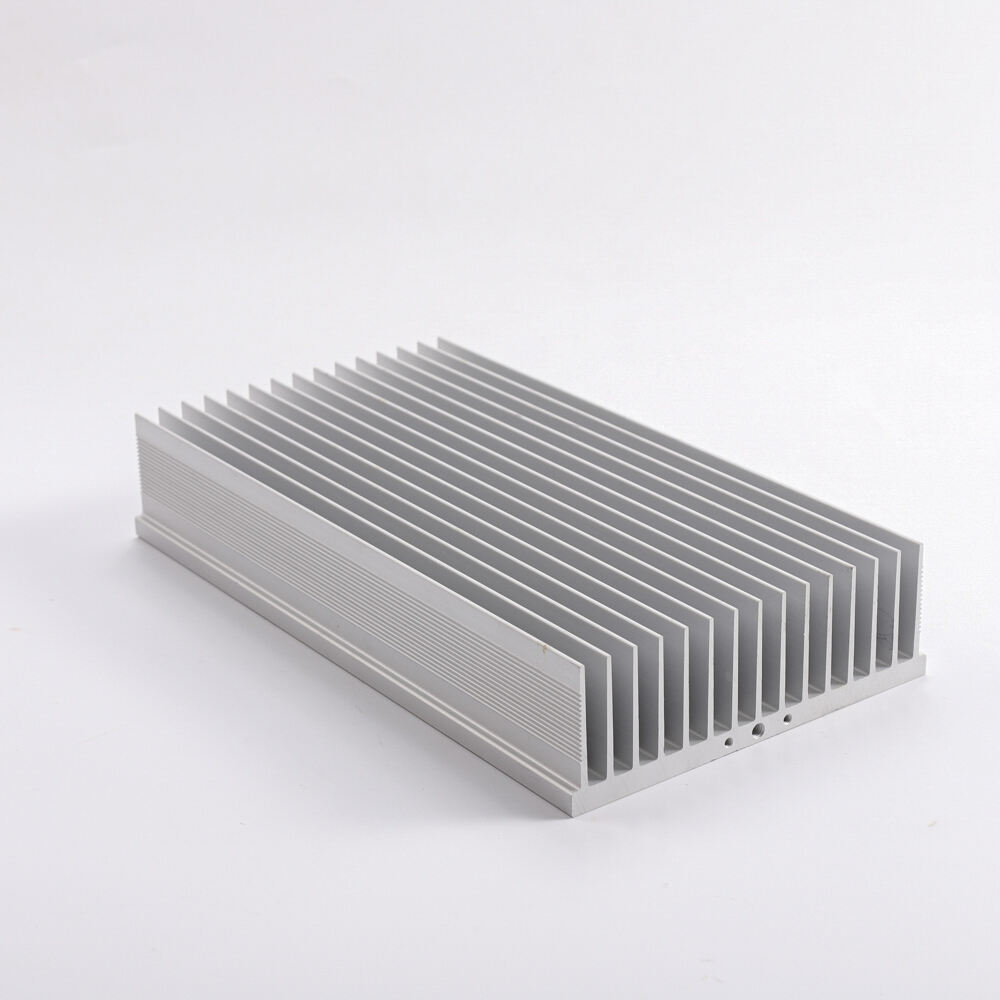
5. Jälkikäsittely: Lopullisiin vaiheisiin kuuluu reunojen viimeistely, pohjatasojen CNC-koneistus, kierteiden poraus ja pinnoituskäsittelyt (esim. anodointi) valmiin tuotteen saavuttamiseksi.
Prosessin ominaisuudet: Tämä menetelmä mahdollistaa erittäin tehokkaan, jatkuvan profiilien valmistuksen monimutkaisilla loivilla muodoilla hyvin alhaisella kustannustasolla.
II. Avaintekijät ja edut/haitat
Edut:
1. Alhaiset kustannukset: Tämä on sen suurin vahvuus. Kun muotti on kehitetty, massatuotanto voi eteneä erittäin tehokkaasti, mikä johtaa erittäin mataliin yksikkökustannuksiin.
2. Kestävä ja robusti rakenne: Koko radiator on yhtenäinen metallirakenne ilman liitososia, mikä takaa korkean mekaanisen lujuuden, erinomaisen luotettavuuden ja pitkän käyttöiän.
3. Lyhyt tuotantosykli ja korkea tehokkuus: Ihanteellinen standardoidulle ja suurtilavuuteiselle valmistukselle.
4. Erinomainen lämmönjohtavuus: Alumiiniseoksella on luonnostaan vahvat lämmönsiirtokyvyn ominaisuudet, jotka siirtävät tehokkaasti lämpöä lähteestä finsseihin.
5. Suunnittelun joustavuus: Vaihtamalla muotteja voidaan tuottaa erikokoisia lämmönpuskureita, erimuotoisia finssien muotoja ja tiheyksiä erilaisten vaatimusten täyttämiseksi.