Ana Sayfa > Ürünler > Isı Dissipasyonu Teknolojileri > Dökme alüminyum Isı Dissipatörü
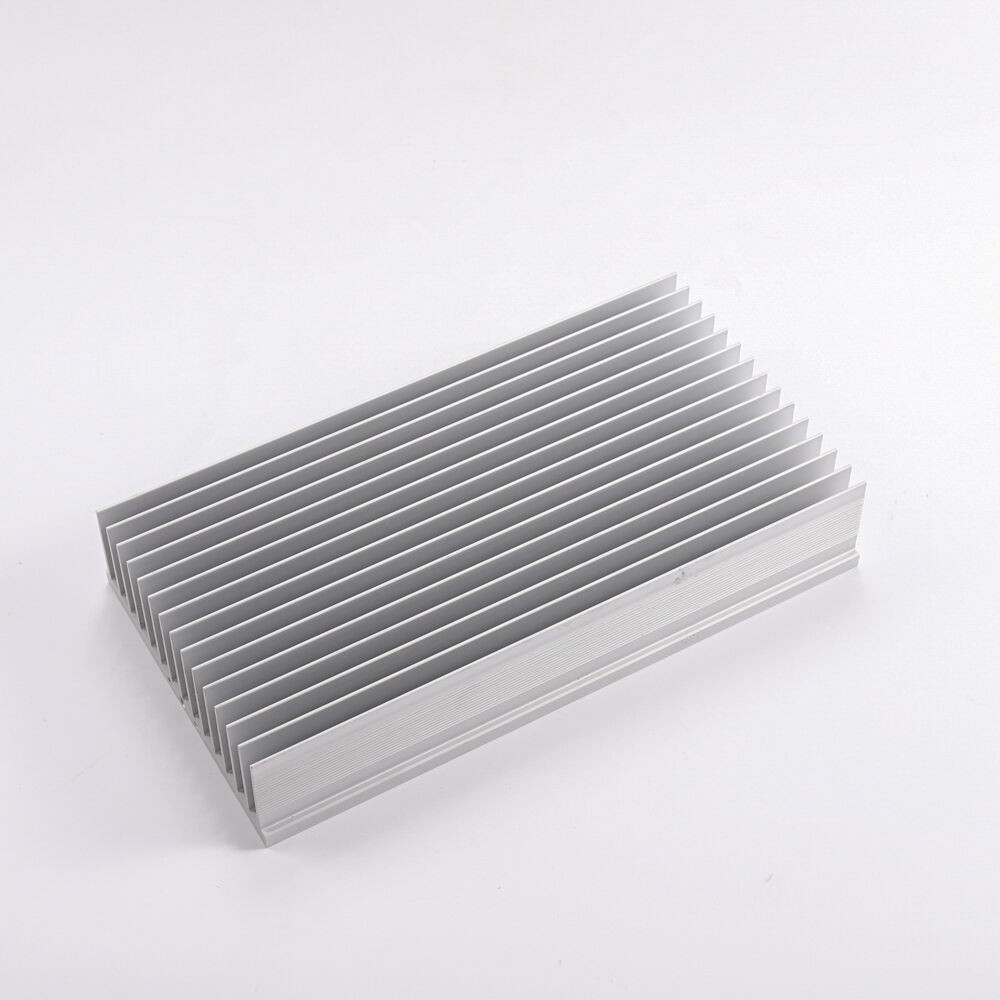




Ekstrüzyon soğutucular, adından da anlaşılacağı gibi metal ekstrüzyon şekillendirme süreçleriyle üretilir. Olgun üretim teknikleri, düşük maliyeti ve güvenilir performansı ile elektronik cihazların termal yönetim çözümlerinde tamamen hakim bir konuma sahiptir.
I. Temel Üretim Süreci: Sıcak Ekstrüzyon
1. Ham Madde: Genellikle iyi termal iletkenliğe sahip alüminyum alaşım çubuklar kullanılır. En yaygın olarak 6063 alüminyum alaşımı tercih edilir çünkü termal iletkenlik, dayanıklılık ve ekstrüzyon performansı arasında dengeli bir özellik sunar.
2. Isıtma: Alüminyum çubuk, 400-500°C plastik sıcaklık aralığına kadar ısıtılır.
3. Ekstrüzyon: Isıtılan alüminyum çubuk, ekstrüzyon presine beslenir ve büyük bir basınç uygulanarak kesit şekli belirli bir kalıptan geçirilir.
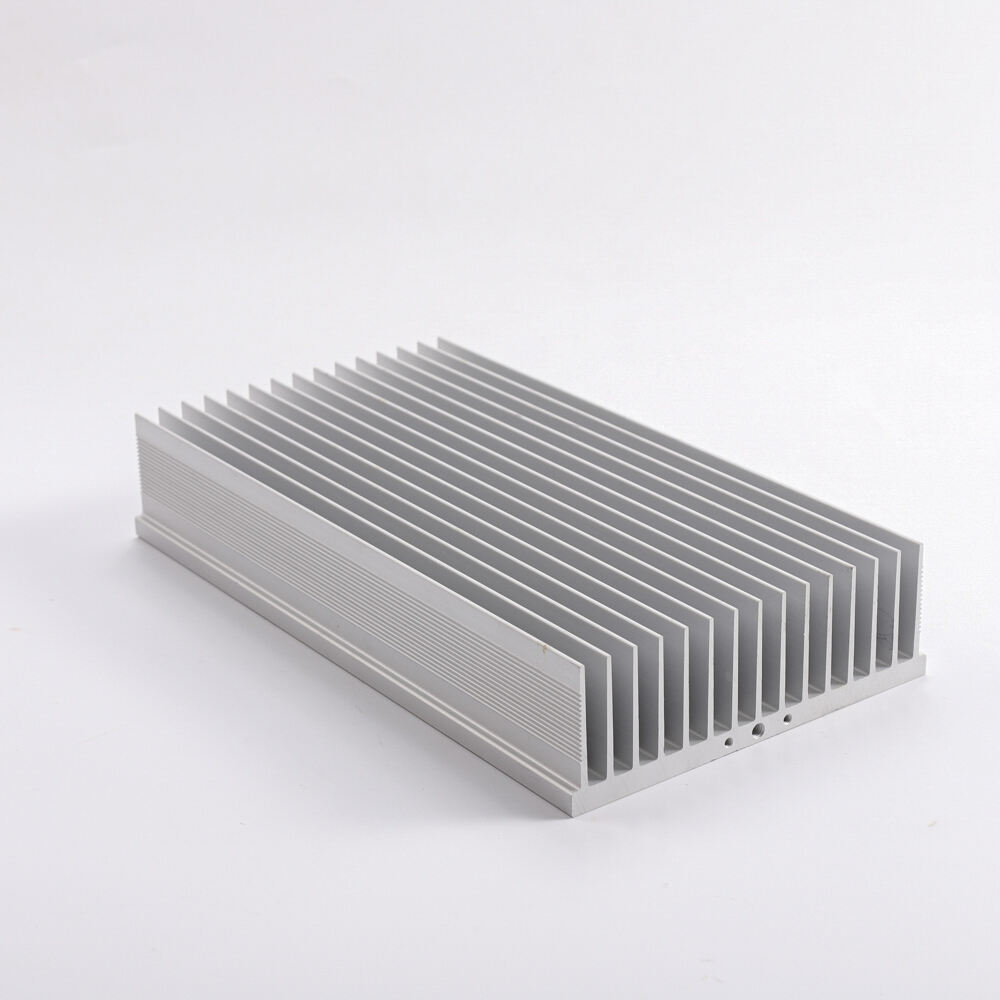
4. Şekillendirme ve Kesme: Radyatör kesit profiline sahip sürekli ekstrüde şerit, katılaşması için bir soğutma tezgahına çekilir ve ardından istenen uzunluklarda kesilir.
5. Son İşlemler: Nihai adımlar, kenarların temizlenmesi, taban düzlemlerinin CNC ile işlenmesi, diş açma delikleri ve yüzey işlemleri (örneğin anodize) içerebilir ve böylece nihai ürün elde edilir.
Süreç Özellikleri: Bu yöntem, çok düşük maliyetle karmaşık kanat şekline sahip ekstrüzyon profillerinin son derece verimli, sürekli üretimini mümkün kılar.
II. Temel Karakteristikler ve Avantajlar/Dezavantajlar
Avantajlar:
1. Düşük Maliyet: Bu, en büyük avantajıdır. Kalıp geliştirildikten sonra seri üretim olağanüstü verimlilikle ilerler ve birim başına çok düşük maliyetlerle sonuçlanır.
2. Sağlam ve Dayanıklı Yapı: Tüm radyatör, birleştirme yüzeylerinin olmadığı tek parça metal bir yapıdadır ve bu da yüksek mekanik dayanım, olağanüstü güvenilirlik ve uzun kullanım ömrü sağlar.
3. Kısa üretim döngüsü ve yüksek verimlilik: Standartlaştırılmış ve yüksek hacimli üretim için idealdir.
4. Mükemmel termal iletkenlik: Alüminyum alaşımın doğal olarak güçlü ısı transferi özellikleri vardır ve ısıyı kaynaktan kanatlara etkili bir şekilde iletir.
5. Tasarım esnekliği: Kalıplar değiştirilerek çeşitli boyutlarda, kanat şekillerinde ve kanat yoğunluğunda soğutucu bloklar üretilebilir ve farklı gereksinimler karşılanabilir.