דף הבית > מוצרים > טכנכנולוגיות מקרני חום > מפזר חום מאלומיניום מוצק
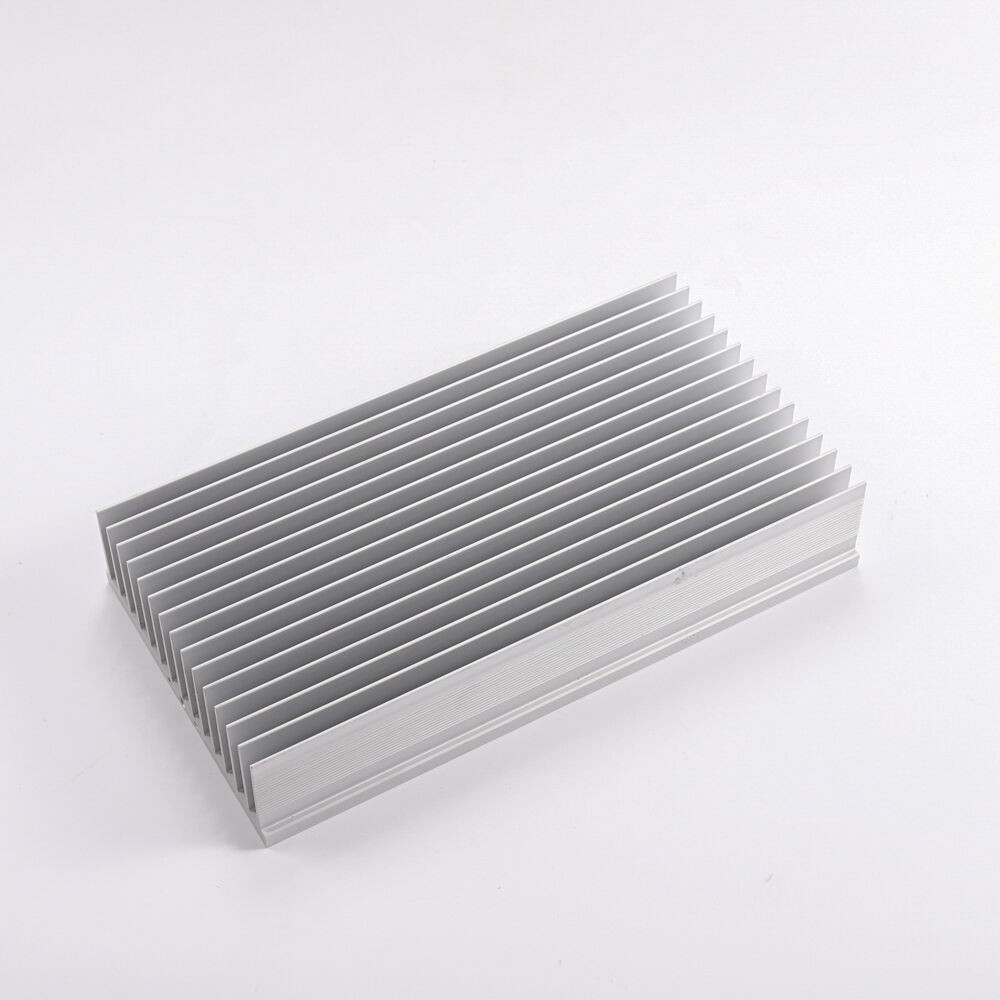




פנסילומים מצופחים, כפי ששמם מרמז, מיוצרים באמצעות תהליכי צבירה של מתכת. עם טכניקות הייצור הבשלות, עלות הנמוכה והביצועים האמינים שלהם, הפכו לפתרון הנפוץ ביותר בניהול חום במכשירים אלקטרוניים.
I. תהליך ייצור מרכזי: צבירה חמה
1. חומר גלם: בדרך כלל قضبان סגסוגת אלומיניום בעלי מוליכות חום טובה, השכיחה ביותר היא סגסוגת האלומיניום 6063, אשר מציעה איזון טוב בין מוליכות חום, חוזק ויכולת צבירה.
2. חימום: החומר הגלם מאלומיניום מחומם לטמפרטורת פלסטיק של 400–500°C.
3. צביקה: החanter האלומיניום המחומם מוזן למכונת צביקה ונדחף דרך תבנית בעלת צורה מחתך מסוימת באמצעות לחץ עצום.
4. עיצוב וחיתוך: הרצועה המשולבת ברציפות עם פרופיל חתך של רדיאטור מושכת אל מיטת קירור כדי להיצק, ואז נחתכת לאורך הדרושים.
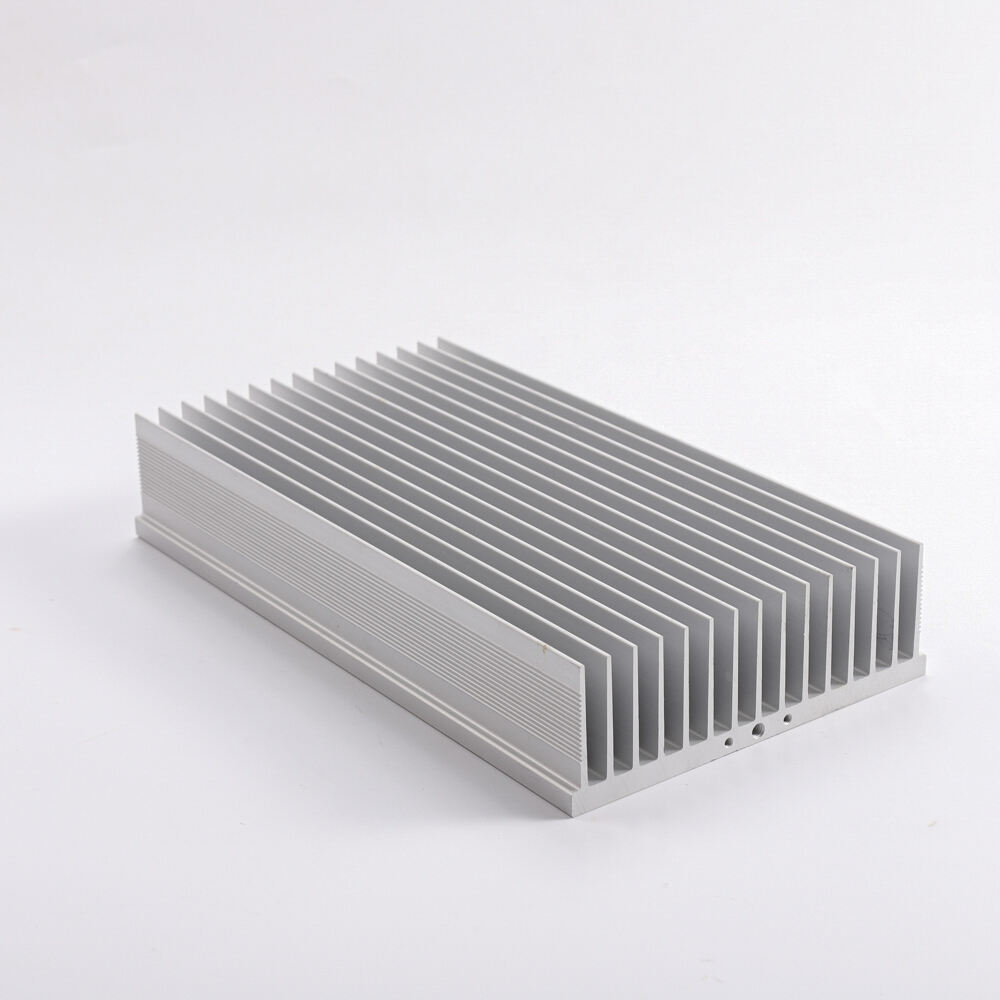
5. עיבוד לאחרי: שלבים סופיים כוללים גיזום, עיבוד ב-CNC של פאות בסיס, חיקור חורים חוטמים, וטיפולים שטחיים (למשל, אנדודה) לשם ייצור המוצר הסופי.
מאפייני התהליך: שיטה זו מאפשרת ייצור יעיל ורציף ביותר של פרופילים משולבים עם צורות מסננים מורכבות ובעלות נמוכה במיוחד.
II. מאפיינים מרכזיים והשלכות/חסרונות
יתרונות:
1. עלות נמוכה: זהו החוזק הגדול ביותר שלה. לאחר שפותח התבנית, ניתן להמשיך בייצור המוני בצורה יעילה במיוחד, מה שמוביל לעלות נמוכה מאוד ליחידה.
2. מבנה עמיד ובר-קיימא: כל הרדיאטור הוא ישות מתכת מונוליטית ללא ממשקים של חיבור, מה שמבטיח עוצמה מכנית גבוהה, אמינות יוצאת דופן, ותקופת שירות ממושכת.
3. מחזור ייצור קצר ויעילות גבוהה: אידיאלי לייצור סטנדרטי ונפוץ.
4. מוליכות תרמית מעולה: סגסוגת אלומיניום בעלת יכולת העברת חום חזקה מטבעה, המועברת בצורה יעילה מהמקור למשולבות.
5. גמישות בעיצוב: על ידי שינוי תבניות ניתן לייצר בוקסרים בגודל שונה, צורות משולבות וצפיפות משולבות כדי לעמוד בדרישות שונות.